p: (262) 548-1155
e: sales@advancedoptics.com
REQUEST A QUOTE
Woman Owned Small Business
Optical Flats
Full Range Optical Flat Solutions
Optical Flats available in a wide variety of accuracies (λ/4, λ/10, and λ/20). Advanced Optics is a leading manufacturer of optical flats and has been crafting high-quality, affordable optical flats for more than 50 years.
View our in-stock single sided optical flats below:
| Surface Accuracy: Single Sided | Diameter | Fused Silica (Thickness) |
| λ/20 (0.000001") | 25.4 (1") | 12.7 (1/2") |
| λ/10 (0.000002") | 25.4 (1") | 12.7 (1/2") |
| λ/20 (0.000001") | 50.8 (2") | 15.9 (5/8") |
| λ/10 (0.000002") | 50.8 (2") | 15.9 (5/8") |
| λ/20 (0.000001") | 76.2 (3") | 15.9 (5/8") |
| λ/10 (0.000002") | 76.2 (3") | 15.9 (5/8") |
| λ/20 (0.000001") | 101.6 (4") | 19.1 (3/4") |
| λ/10 (0.000002") | 101.6 (4") | 19.1 (3/4") |
| λ/20 (0.000001") | 127 (5") | 19.1 (3/4") |
| λ/10 (0.000002") | 127 (5") | 19.1 (3/4") |
| λ/20 (0.000001") | 152.4 (6") | 25.4 (1") |
| λ/10 (0.000002") | 152.4 (6") | 25.4 (1") |
| λ/20 (0.000001") | 203.2 (8") | 33.8 (1.33") |
| λ/10 (0.000002") | 203.2 (8") | 33.8 (1.33") |
View our in-stock double sided optical flats below:
| Surface Accuracy: Double Sided | Diameter | Fused Silica (Thickness) |
| λ/20 (0.000001") | 25.4 (1") | 12.7 (1/2") |
| λ/10 (0.000002") | 25.4 (1") | 12.7 (1/2") |
| λ/20 (0.000001") | 50.8 (2") | 15.9 (5/8") |
| λ/10 (0.000002") | 50.8 (2") | 15.9 (5/8") |
| λ/20 (0.000001") | 76.2 (3") | 15.9 (5/8") |
| λ/10 (0.000002") | 76.2 (3") | 15.9 (5/8") |
| λ/20 (0.000001") | 101.6 (4") | 19.1 (3/4") |
| λ/10 (0.000002") | 101.6 (4") | 19.1 (3/4") |
| λ/20 (0.000001") | 127 (5") | 19.1 (3/4") |
| λ/10 (0.000002") | 127 (5") | 19.1 (3/4") |
| λ/20 (0.000001") | 152.4 (6") | 25.4 (1") |
| λ/10 (0.000002") | 152.4 (6") | 25.4 (1") |
| λ/20 (0.000001") | 203.2 (8") | 33.8 (1.33") |
| λ/10 (0.000002") | 203.2 (8") | 33.8 (1.33") |
The accuracy of each optical flat is traceable to the National Institute of Standards and Technology.
 Fused Silica Technical Data Sheet from Corning Incorporated (pdf)
Fused Silica Technical Data Sheet from Corning Incorporated (pdf)
To order please call 262-548-1155 or Request a Quote.
Advanced Optics offers personalized service; saving you time and money by helping you select the best option for your application.
Custom Optical Flats
In addition to a large selection of in-stock optical flats, Advanced Optics offers custom optical flats, as well as free engineering services. Our capabilities allow us:
- Fabricate optical flats from 1mm – 533mm.
- Precision polish round, square, and rectangular substrates in almost any configuration.
- Manufacture custom optical flats with features such as holes, bevels, or steps.
- Achieve parallelism of < 2 arc seconds.
Whether you require one of our many catalog flats or need a custom optical flat, let Advanced Optics be your trusted partner - You can depend on our 100% outgoing inspection, on-time delivery, and unmatched customer service, all at competitive prices.
Optical Flat Manufacturing Capabilities
- In stock optical flats precision polished up to 6 inches in diameter.
- Ability to polish up to 21 inches in diameter.
- Accuracy of λ/4, λ/10 or λ/20 available, many in stock for immediate shipment.
- Every optical flat comes with a Certificate of Calibration traceable to the NIST.
- Extensive stock of raw materials available in-house for fast turnaround.
- In stock optical flats uncoated with the option of adding a contrast-enhancing TiO2 coating.
- Custom fabrication available, including custom sizes, shapes, and coatings with the ability to drill holes and provide custom bevels.
- Optical flat resurfacing with a fast turnaround.
- Each optical flat may be ordered with its own finely crafted storage case.
Optical Materials Available

(1/2 wave)
(top view of optical flat)
Perfectly Flat
(top view of optical flat)
The term optical flat is also commonly referred to as “test plates” or “reference flats” and may be used as a reference (test plate) against which the flatness of an unknown surface can be compared. An optical flat is a piece of glass that has been precision polished to a specific flatness on one or both sides. The term “Optical Flat” is often used interchangeably with other optical components such as optical windows and as a substrate for optical mirrors.
Double Surface Optical Flat/Optical Windows
Advanced Optics offers in stock fused silica double sided optical flats that may also be used as optical windows. Fused silica offers superior transmission characteristics, a high degree of purity, exceptional environmental durability, and a low coefficient of thermal expansion.
Dual Surface Optical Flats/Optical Windows are an excellent choice when an optical system requires separation between two environments while passing a specific wavelength(s) of light or for demanding interferometry requirements.
Optical Flat Certification
Advanced Optics optical flats are measured using either a master test flat traceable to the National Institute of Standards and Technology (NIST) or peak to valley using a Zygo Interferometer.
Optical Flat Resurfacing
Optical flats become worn and abraded from use and accuracy is lost. This degradation in performance is due to a decrease in the distinctness of the interference pattern, and to a change in figure caused by scratches on either side of the optical flat. Resurfacing or re-polishing the surface of an optical flat back to its original accuracy can be less costly than replacement. Advanced Optics maintains an optical flat refinishing service with a fast turnaround time.
Whether you require custom optical fabrication or one of our many off-the-shelf flats, call today for a competitive quote!
Optical Flat Interpretation
An optical flat is a piece of glass that has been precision polished to a specific flatness on one or both sides and is used as a reference (test plate) against which the flatness of an unknown surface can be compared. In practice, an optical flat can be used to test and certify metal or glass surfaces that have been lapped or polished such as metal rings or seals, optical mirrors and optical windows, prisms, filters and more. A single sided optical flat (single surface optical flat) is polished on only one side and the opposing side is generally left clear, but not precision polished. A double sided optical flat (dual surface optical flat) is precision polished on both sides and may be used as an optical window.
Optical flats are polished to a known flatness and used in conjunction with a monochromatic light source. The optical flat is placed on top of the work to be tested under a monochromatic light of a specific wavelength, typically He-Ne which has a wavelength of 632.8nm and is equivalent to 0.000024 inches per wave. An interference (fringe) pattern of light and dark bands is formed due to the air gap between the work surface and the optical flat. The change in thickness of the air gap or wedge shows the direction and shape of the interference bands. The curvature and distance between bands determine how flat the work surface is compared to the known surface of the optical flat.
To determine the surface flatness of a test piece (work surface) using the interference pattern formed by an optical flat, gently place the optical flat on top of the work piece. The working surface of the test piece and the optical flat should be clean and dust-free. Care should be taken not to slide the optical flat across the surface of the part being tested as it may cause damage (scratches) to the optical flat. Scratches or damage to the surface of the optical flat can cause it to become less flat and therefore affect the results of the test. Next use a soft object, such as the new eraser of a pencil, to apply pressure to various points across the surface of the optical flat. Applying gentle pressure will reduce the air gap between the optical flat and the working surface of the part being tested. A fringe pattern (light and dark bands) will appear as the air gap is reduced. Continue to apply light pressure to spread the fringes so that only a few are visible. Then imagine two straight and parallel lines, one between the ends of any one fringe and the other at the top of that same fringe. The number and curvature of fringes located between the two lines can be used to determine flatness.
 | |
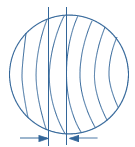 | 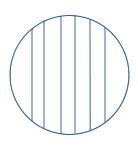 |
| Flatness Error of One Fringe (1/2 wave) (top view) | Test Piece Perfectly Flat (top view) |
Selection of an Optical Flat
Optical flats can be made of several low expansion materials such as fused silica, fused quartz, Zerodur© or Clearceram©. Fused silica and fused quartz provide low thermal expansion and are ideal for high wear applications. Zerodur© and Clearceram© are glass-ceramic materials with extremely low thermal expansion and are an ideal choice for applications where temperature fluctuation is a concern. BOROFLOAT©33 may also be considered as a less expensive alternative for test plates.
An optical flat must be more accurate (flatter) than the surface of the work or piece being tested. For example, if the surface being tested is flat to 1/4 wave or 1/2 of a light band, the optical flat used to determine if the work or test piece is flat should be 1/10 wave or 1/5 of a light band. The optical flat should be larger than the part being tested so that an accurate reading of the entire work surface is obtained.
Optical flats come in many different accuracies, but most commonly 1/4 wave, 1/10 wave and 1/20 wave. In addition to describing the accuracy of an optical flat in terms of waves (as above), accuracy may be specified in terms of light bands, microinches, fringes or inches. The table below summarizes how the accuracy of an optical flat may be specified.
| Waves | Lambda | Light Bands | Microinches | Fringes | Inches |
|---|---|---|---|---|---|
| 1/4 wave | λ/4 | 1/2 of a light band | 6.228 microinches | 0.5 | .000006" |
| 1/10 wave | λ/10 | 1/5 of a light band | 2.3913 microinches | 0.2 | .000002" |
| 1/20 wave | λ/20 | 1/10 of a light band | 1.2457 microinches | 0.1 | .000001" |
Optical flats are commonly round in shape. However, depending on their application, custom shapes and features may be required. Our optic capabilities also include crafting custom shapes including; square, rectangular, beveled, and truncated optical flats. We also have the ability to drill custom holes and can provide coatings to increase the interference (fringe) pattern. In addition, we offer custom wooden storage cases for the protection of the optical flat when not in use.
Keep in mind, understanding your application can help you to select the right optical flat without over specifying your requirements thereby saving you time and money. Choosing the appropriate material, defining the correct accuracy and determining whether the flat should be polished on one or both sides should be considered. If you are still uncertain as to how to specify the correct optical flat, Advanced Optics has over 50 years of experience and can help you define your requirements and wisely choose the correct optical flat for your application.
Have a question? Give us call and tell us about your project. (262) 548-1155
- Optical Mirrors
- AlSiO Economy Optical Mirror
- Bare Al Optical Mirror
- Borosilicate Optical Mirror
- Custom Optical Mirror
- First Surface Optical Mirrors
- Fused Silica Optical Mirror
- Precision Optical Mirror
- ZERODUR® Optical Mirror
- Round Optical Mirrors
- Rectangle Optical Mirrors
- Square Optical Mirrors
- λ/4 Optical Mirrors
- Standard 1" x 1", λ/4 Optical Mirror
- λ/10 Optical Mirrors
- λ/20 Optical Mirrors
- Selecting An Optical Mirror
- Optical Mirror 10 Step Design Chart
- Technical Data: Protected Mirrors
- Technical Data: Unprotected Mirrors
- Optical Mirror Cleaning
- Optical Windows
- Custom Optical Window
- Commercial Grade Optical Window
- Precision Optical Window
- Fused Silica Optical Windows
- N-BK7 Optical Windows
- Viosil Optical Windows
- Borosilicate Optical Windows
- Soda-lime Glass Optical Windows
- UV and IR Optical Windows
- λ/20 Optical Window
- Optical Window 10 Step Design Chart
- Optical Window Technical Information
- Optical Filters
- Dichroic Optical Filters
- Neutral Density Filters
- Colored Glass Absorptive Filters
- Optical Filters Technical Information
- Optical Lenses
- Optical Lenses Convex/Concave Mirror Theory
- Technical Data for Optical Materials
- Corning Fused Silica Data Sheet PDF
- BORO FLOAT Technical Data Sheet PDF
- N-BK7 Technical Data Sheet PDF
- Soda Lime Glass Technical Data Sheet PDF
- Fused Quartz Data Sheet PDF
- Zerodur Technical Data Sheet PDF
- Clearceram(C) Data Sheet PDF
- ULE® Low Expansion Glass Data Sheet PDF
- Viosil Data Sheet PDF
-
P.O. Box 117, Pewaukee, WI 53072-0117, USA
-
(262) 548-1155
Fax (262) 548-1153